
Steam is used in many industrial processes and, as such, is often overlooked in terms of appropriate treatment. Poor-quality steam can lead to damage to filtration systems, contamination of the final product, and incomplete sterilisation due to condensate buildup.
Steam filtration in industry
Steam is used in many industries and may be:
- In contact or not with the final products
- Used to maintain temperatures
- Used for system sterilisation
- Used for final product sterilisation
- Etc.
Providing a proper continuous steam supply for the process depends on both sound piping system design and the correct selection of the steam filter.
Common steam filters
Depending on the application and the final use of the steam, filtration media are predominantly metallic, most commonly 316L stainless steel.
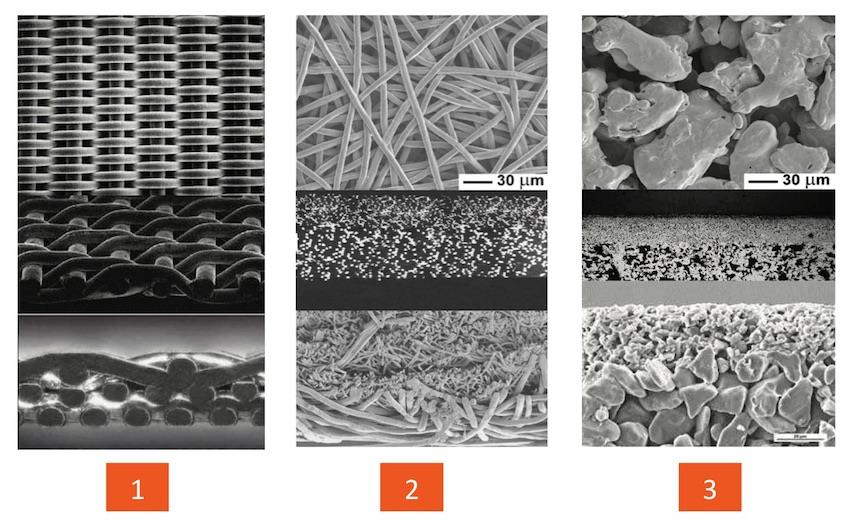
Photo 1: Mesh metal filter – Sometimes used as a safety filter in non-critical applications. Maximum achievable efficiency: 99.9% at 5 µm.
Photo 2: Metal fibre filter – Used in multi-element filtration systems or for sterilising large equipment such as fermenters or intermediate product storage tanks where overall particle removal is required. Maximum achievable efficiency: 99.9% at 1 µm.
Photo 3: Sintered metal filter – Used for sanitary-grade filtration, especially in food and beverage applications, due to its high efficiency and high permeability. Maximum achievable efficiency: 99.9% at 0.5 µm.
Main functions of steam filters
At first glance, the steam filter provides three main functions depending on the application:
- Retention of debris and insoluble matter that may affect heat exchanger performance
- Retention of particles generated by the boiler and piping to protect the downstream sterilising filter
- Retention of particles to allow steam to come into contact with the final product
Steam filtration in the food industry
Steam that comes into direct or indirect contact with the final product in the food industry must be of food-grade quality (3A-609-03).
This means the boiler must use only FDA-approved corrosion inhibitors, and steam must be filtered as close as possible to the point of use using a steam filter that ensures at least 95% retention of 2-micron particles. While dry saturated steam is the goal, in practice steam is never fully dry (typically between 90% and 95%). Residual water carried through the system reduces steam filter efficiency, which drops in relation to condensate levels (often occurring during the initial stages of sterilisation on large process equipment).
Using a sintered metal filter as the filtration medium enables significantly higher efficiency. Its very high permeability ensures filtration performance is not compromised even in the presence of condensate within the system.
Steam filtration in the pharmaceutical industry
For pharmaceutical systems, steam is generally produced from purified water or water for injection. Particles are generated due to the corrosiveness of highly purified steam. In such cases, a metal filter rated at 1 or 0.5 micron can be used to reduce magnetite deposited on process equipment, thereby limiting the rouging phenomenon.
At the point of use (POU), and when steam is at 135 °C or below, the metal filter may be replaced with a PTFE membrane to achieve absolute particle retention. This is commonly seen in the production of creams and ointments.


Steam filtration in the pharmaceutical industry
For pharmaceutical systems, steam is generally produced from purified water or water for injection. Particles are generated due to the corrosiveness of highly purified steam. In such cases, a metal filter rated at 1 or 0.5 micron may be used to reduce magnetite deposited on process equipment and thus limit the rouging phenomenon.
At the point of use (POU), and when steam is at 135 °C or below, the metal filter may be replaced with a PTFE membrane to achieve absolute particle retention. This is typically used in the production of creams and ointments.

① Piping leading to the process should be connected at the top of the main distribution line to minimise downstream condensate transfer.
② Multiple condensate traps must be installed on the main line. It is essential to avoid condensate buildup, as a complete blockage could occur and lead to water hammer.
Whether systems are automated or manual, the rule must always be followed: “never open a valve to a filter or process until the condensate has been removed from the pipe immediately upstream.”
This very simple rule can prevent many issues.

Contact a filtration expert
We are at your service
Our experts place their knowledge and expertise at your disposal for liquid filtration, air and gas filtration, decontamination, and separation technologies.
